




服(fú)務熱線
電火花的工藝介(jiè)紹
發(fā)布日期:2018-07-16 人氣:1652
電火花加工是指在一定的介質中,通過工具電極和工件電極之間的脈衝(chōng)放電的電蝕作(zuò)用,對工件進行加(jiā)工的方法。電火花加工是20世紀40年代開始研究並逐步應用於生產的一種利用電、熱(rè)能進行加工的方法。
一、簡述(shù)
電火花加工中的電蝕現象早在19世紀末就(jiù)被人們發現,如插頭、開關(guān)啟閉時產生的電火花對接觸表麵會(huì)產生損害。20世紀早期蘇聯的拉紮林科在研究開關觸點遭受火花放(fàng)電腐蝕損壞的現象和原(yuán)因(yīn)時,發現電火花的瞬時(shí)高溫會使局部金屬熔化、氣(qì)化(huà)而被蝕除掉,從而開創和發(fā)明了電火花(huā)加工方法,並於1943年利用電蝕原理研製出世界上(shàng)第一台實用化的電火花(huā)加工-裝置,才(cái)真正將電蝕現(xiàn)象運用到實際生產加工中。中國在20世紀50年代初期開(kāi)始(shǐ)研究電火花設備,並於60年(nián)代初研製(zhì)出第一(yī)台靠模(mó)仿形電火花線切割機床。 電火(huǒ)花加工是(shì)一種利用(yòng)電能和熱(rè)能進行加工的新工藝,俗稱放電加工。電火花加工與一般切削(xuē)加工(gōng)的區別在於,電火花加工時工具(jù)與工件並不接觸,而是靠工具與工件間不(bú)斷產生的脈衝性火花放電,利用放電(diàn)時(shí)產生(shēng)局部、瞬時的高溫把金屬(shǔ)材料(liào)逐步蝕除下來。由於在放(fàng)電過程中有可見火花產生,故(gù)稱電火花加工。
二、工作原理(lǐ)
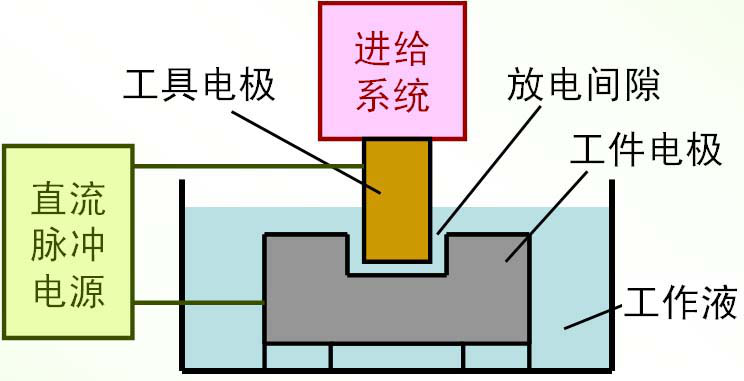
進行電(diàn)火花加工時,工具電極(jí)和工件分別接脈衝電源(yuán)的兩極,並浸入工作液中(zhōng),或將工(gōng)作液充入放電間隙。通過間隙自動控製係統控製工具電極向(xiàng)工件進給,當(dāng)兩電極間的間隙達到(dào)一定距離時,兩電極上施加(jiā)的脈衝電壓將工作液(yè)擊穿(chuān),產生火(huǒ)花放電。 在放電的微細通道中(zhōng)瞬(shùn)時集中大量的熱能(néng),溫度可高達一(yī)萬攝氏度以上,壓(yā)力也有急劇(jù)變化,從而使這一點工作表麵局部微量的金屬材料立刻熔化、氣(qì)化,並爆炸式地飛濺到工作液中,迅(xùn)速冷凝(níng),形(xíng)成固體(tǐ)的金屬微粒,被工作液帶走。這時在工件表麵上便留下一個微小的凹坑(kēng)痕跡,放電短暫停歇,兩(liǎng)電極間工作液恢複絕緣狀態。 緊接著(zhe),下一個脈衝電壓又在兩電極相對接近的另一點處擊穿,產生火花放電,重複上(shàng)述過(guò)程。這樣(yàng),雖然每個脈衝(chōng)放電蝕除的金屬量極少,但因每秒(miǎo)有成千上萬次脈衝放電作用(yòng),就(jiù)能蝕除較(jiào)多的金屬(shǔ),具有一(yī)定的生產(chǎn)率。 在(zài)保持工具電極與工件(jiàn)之(zhī)間恒定(dìng)放電間隙的條件下,一邊蝕除工(gōng)件金屬,一(yī)邊使工具電(diàn)極不斷地向工件進給,最後便加工出與工具電極形狀相對(duì)應的形狀來。因(yīn)此,隻要改變工具電極的形狀和工具電極與工件之間的相對運動方式,就能加工出各種複雜的型麵。 工具電極常(cháng)用導電性良好(hǎo)、熔(róng)點較高、易加工的耐電蝕材(cái)料,如銅、石墨、銅鎢合金和鉬等。在加工過程中,工具電極也有損耗,但小於工件金屬的(de)蝕除量(liàng),甚至接(jiē)近於無損耗。 工(gōng)作液作為放電介質,在(zài)加工過程中還起著冷卻(què)、排屑等作用。常(cháng)用的工(gōng)作液是粘度較低、閃點較高、性能穩定的介質(zhì),如煤油、去離子水和乳化液等。
三、要點
(1)必須使工具電極和工(gōng)件被加工表麵之(zhī)間經常保持一定的放電間隙,這(zhè)一間隙隨加工條件而定。如果間隙過(guò)大,極間電壓不能擊穿極間介質,因而不會產生火(huǒ)花放電;如果間隙過小,很容易形成短路接觸,同樣也(yě)不(bú)會產生火花放電。一般放電間隙應控製在1~100μm範圍內,這與放電電流的(de)脈衝大小有(yǒu)關。
(2)必須采用脈衝電源。脈衝電源能使放電所產(chǎn)生的熱量來不及傳導擴散到其(qí)餘部分,把每一次的放電點分別局限在很小的範圍內,否則會像持(chí)續電弧放電那樣,使表麵燒傷而無(wú)法用做模具(jù)電極(jí)加工。
(3)火花放(fàng)電必須在(zài)絕緣的液(yè)體介質中進行。液(yè)體介(jiè)質必須(xū)具有較高的絕緣強(qiáng)度,這樣有利於產生脈衝性(xìng)的火(huǒ)花放電。同時,液體介質還能把電火花加工過程中產生的金屬屑、炭黑等電蝕產物(wù)從放電間隙中懸浮排除出去,並(bìng)且對電極和工件表麵有較好的冷卻作用。通常采用煤油作為放電介質。
(4)放電點的功率密度足夠高。唯有這樣,放電時(shí)所產生的熱量才足以使工件電極表麵的(de)金屬瞬時熔化或氣化。
四、要點
1能加(jiā)工任何導電材料。電火花加工中材料去除是靠放電時的電(diàn)熱作用實現的,材料的可加工性主要取決(jué)於材料的(de)導電性及熱學(xué)特性。
2適合加工低剛(gāng)度工(gōng)件及微(wēi)細(xì)加工。由於可(kě)以將工具電極(jí)的形狀複製到工件上,因此特別適合複雜表麵工件的(de)加工。
3電火花加工的表麵由無(wú)數小坑和硬凸邊組(zǔ)成,其(qí)硬度比機械(xiè)加工表麵硬度高,且有利於保護潤滑油,在相同表麵(miàn)粗糙度下其表麵潤滑性和耐磨性也比機械加工表(biǎo)麵好,特別適用於模具製(zhì)造。
4然而,一般電火花加工的速度較慢。
五、應(yīng)用
1電火花(huā)穿孔 穿孔加工是電火花加工中應用最廣的一種,常(cháng)用於加工型孔(圓孔、方孔、多邊形孔、異形孔(kǒng))、曲線孔、4qL、微孔等,例如冷衝(chōng)模、拉絲模、擠(jǐ)壓模、噴嘴、噴絲頭上的各種型孔和小孔。 穿孔的尺寸(cùn)精度(dù)主要靠工具電極的尺寸和火花放電的間隙(xì)來保證,電極的截(jié)麵輪(lún)廓尺寸(cùn)要(yào)比預定(dìng)加工的型孔尺寸均勻縮小一個加工間隙,其尺寸精度要比工(gōng)件高一級,一(yī)般不低於IT7級,表麵粗糙度值要比工件小,且直線度、平麵度和平行度在100 mm長(zhǎng)度上不大於(yú)0.01mm。
2電火(huǒ)花型(xíng)腔加工 電火花型腔(qiāng)加工包括鍛模、壓鑄模(mó)、擠壓模、膠木模、塑料模等。型腔加工比較困難,主要因為是不通(tōng)孔加工,金屬蝕除量大,工作液循環和電蝕產物排除條件(jiàn)差,工具電極(jí)損(sǔn)耗後無法靠進給補償;其次是加工麵積(jī)變化大,並且(qiě)由於型腔(qiāng)複雜,電極損耗不均勻,對加工精度影響很大,因此型腔加工生產率低,質量難保證。為了提高型腔的加工精度,在電極方麵,要使用(yòng)耐蝕性高的純銅和石墨作電極。此外,一些小型塑料(liào)模具的表麵磨砂處理也使用電火花加工。
